Технологическая линия для производства жби колец SMX-VPK-200


Технологическая линия предназначена для производства бетонных колодезных колец с плоским по ГОСТ или с замковым (паз-гребень) основанием. Перечень выпускаемых на технологической линии бетонных изделий методом полусухого вибропрессования с немедленной расформовкой КС 7.9; КС 10.9; КС 15.9 и КС 20.9 (по запросу возможно изготовление других типоразмеров).
Преимущества использования технологической линии для производства жби колец SMX-VPK-200
- Полный комплект оборудования для производства колец.
- Стабильное качество производимых бетонных колец.
- Минимальный труд производственного персонала, высокая механизация труда.
- Производительность, обеспечивающая высокую рентабельность производства.
- Возможность снизить стоимость реализации готовых бетонных колец, за счет производимого объёма.
| Технические характеристики технологической линии для производства бетонных колец SMX-VPK-200 | |
|---|---|
| Наименование | Значение |
| Производительность, шт. | от 20-50 |
| Выпускаемое изделие по ГОСТ 8020-90, 8020-2016 | КС-7.9/7.6/7.3 КС-10.9/10.6/10.3 КС-15.9/15.6/15.3 КС-20.9/20.6/20.3 |
| Метод формования изделия | объемное вибропрессование на плоских или фигурных поддонах |
| Площадь производственного помещения | не менее 200 м2 |
| Высота помещения до кран-балки | не менее 4 метров |
| Производственный персонал, не менее | 2 человек |
| Время формования одного кольца | 3-10 минут |
| Установленная мощность линии, кВт | 50 |
| Длина, не более, мм | 12000 |
| Ширина, не более, мм | 5000 |
| Высота, не более | 4000 |
| Масса, кг | 5000 |
| Комплектация и стоимость технологической линии для изготовления жби колец SMX-VPK-200 | ||
|---|---|---|
| Наименование | Кол-во, шт. | Стоимость, руб. |
| Основное технологическое оборудование для производства колец | ||
| Оборудование для производства кольца: — опорно-поворотная балка в сборе, — электромеханическим приводом для поворота опорно-поворотной балки, — гидравлический привод пуансона, — гидроцилиндр пуансона, — гидравлическая станция с маслом, — вибростол на резиновых изоляторах с вибраторами, — силовой шкаф, — пульт управления. |
1 | по запросу |
| Бетонораздатчик конвейерный | 1 | по запросу |
| Всего | 1 439 150 | |
| Оснастка и сопутствующее оборудование для производства колец КС7.9/7.6/7.3 | ||
| Оснастка для колец КС-7.9 (сердечник, наружная обечайка) | 1 | по запросу |
| Поддон плоский нижний КС-7.9 | 1 | по запросу |
| Пуансон плоский верхний КС-7.9 | 1 | по запросу |
| Пазообразователь нижний КС-7.9 | 1 | по запросу |
| Пуансон с пазообразователем верхний КС-7.9 | 1 | по запросу |
| Кольцо доборного элемента для КС7.9 элемента H-300 | 1 | по запросу |
| Кольцо доборного элемента для КС7.9 элемента H-600 | 1 | по запросу |
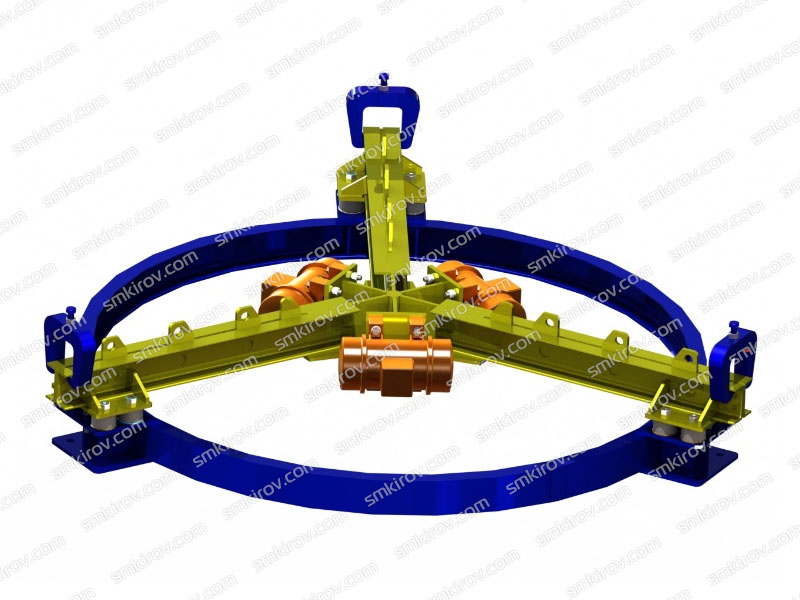
| Траверса для форм КС-7.9 | 1 | по запросу |
| Траверса для колодезного кольца КС-7.9 | 1 | по запросу |
| Всего | 239 780 | |
| Оснастка и сопутствующее оборудование для производства колец КС10.9/10.6/10.3 | ||
| Оснастка для колец КС-10.9 (сердечник, наружная обечайка) | 1 | по запросу |
| Поддон плоский нижний КС-10.9 | 1 | по запросу |
| Пуансон с плоский верхний КС-10.9 | 1 | по запросу |
| Пазообразователь нижний КС-10.9 | 1 | по запросу |
| Пуансон с пазообразователем верхний КС-10.9 | 1 | по запросу |
| Кольцо доборного элемента для КС10.9 элемента H-300 | 1 | по запросу |
| Кольцо доборного элемента для КС10.9 элемента H-600 | 1 | по запросу |
| Траверса для форм КС-10.9 | 1 | по запросу |
| Траверса для колодезного кольца КС-10.9 | 1 | по запросу |
| Всего | 292 080 | |
| Оснастка и сопутствующее оборудование для производства колец КС15.9/15.6/15.3 | ||
| Оснастка для колец КС-15.9 (сердечник, наружная обечайка) | 1 | по запросу |
| Поддон плоский нижний КС-15.9 | 1 | по запросу |
| Пуансон плоский верхний КС-15.9 | 1 | по запросу |
| Пазообразователь нижний КС-15.9 | 1 | по запросу |
| Пуансон с пазообразователем верхний КС-15.9 | 1 | по запросу |
| Кольцо доборного элемента для КС15.9 элемента H-300 | 1 | по запросу |
| Кольцо доборного элемента для КС15.9 элемента H-600 | 1 | по запросу |
| Траверса для форм КС-15.9 | 1 | по запросу |
| Траверса для колодезного кольца КС-15.9 | 1 | по запросу |
| Всего | 387 740 | |
| Оснастка и сопутствующее оборудование для производства колец КС20.9/20.6/20.3 | ||
| Оснастка для колец КС-20.9 (сердечник, наружная обечайка) | 1 | по запросу |
| Поддон плоский нижний КС-20.9 | 1 | по запросу |
| Пуансон плоский верхний КС-20.9 | 1 | по запросу |
| Пазообразователь нижний КС-20.9 | 1 | по запросу |
| Пуансон с пазообразователем верхний КС-20.9 | 1 | по запросу |
| Кольцо доборного элемента для КС20.9 элемента H-300 | 1 | по запросу |
| Кольцо доборного элемента для КС20.9 элемента H-600 | 1 | по запросу |
| Траверса для форм КС-20.9 | 1 | по запросу |
| Траверса для колодезного кольца КС-20.9 | 1 | по запросу |
| Всего | 511 500 | |
| Услуги по монтажу и запуску в работу оборудования для производства бетонных колец | |
|---|---|
| Пусконаладочные работы: — настройка оборудования, — обучение персонала, — выпуск пробной партии изделий (10 единиц). |
от 200 000 |
| Шеф-монтаж оборудования: — установка оборудования на готовые фундаменты, — подключение электропитания. |
от 350 000 |
Описание технологичкой линии для производства бетонных колец SMX-VPK-200 и её элементов:
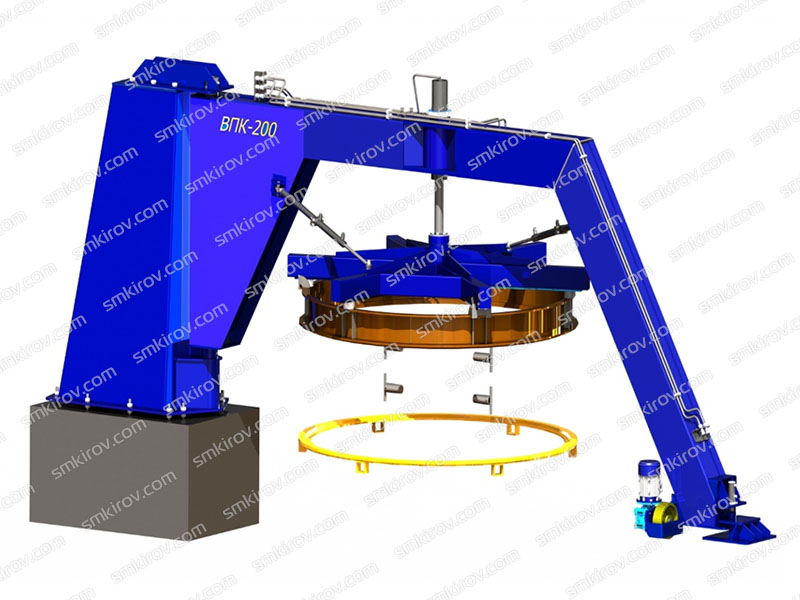
Технологическая линия для производства колодезных колец представляет собой промышленное оборудование основным назначением которого является изготовление бетонных изделий заданных параметров. Комплект линии для изготовления жби колец включает в себя: вибростол для создания достаточной вибрации при формовании изделий, опорно-поворотную рамку достаточной прочности и комплектации для затирки поверхности кольца, оснастку для изготовления колодезного кольца, поддоны для формовки, гидравлическая станция с маслом, щит силовой, шкаф управления элементами оборудования и бетонораздатчик для укладки бетона в форму.
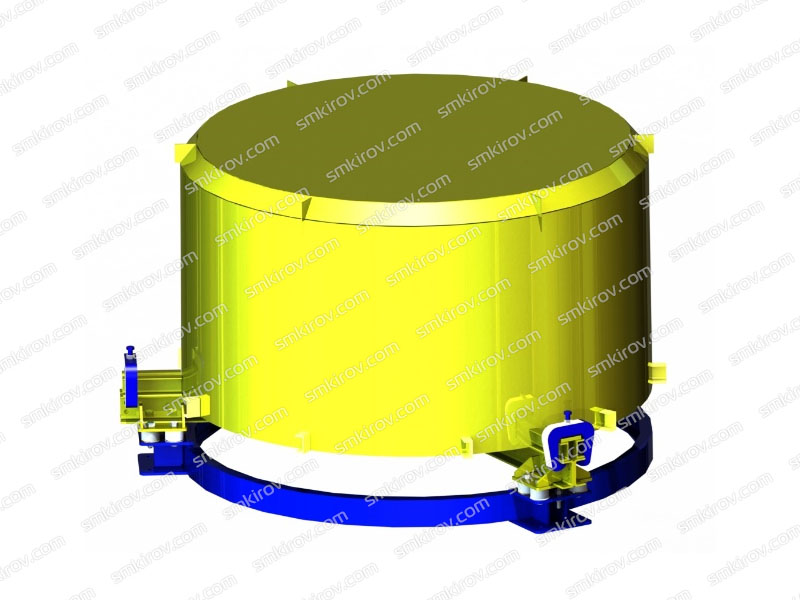
Опорно-поворотная балка изготовлена из конструкционной стали, имеет жесткую конструкцию, способную выдерживать прилагаемую на неё нагрузку. Поворотная балка имеет электромеханический привод для её перемещения. На поворотную балку установлен гидравлический цилиндр, на который крепиться пуансон с плоским или пазообразующим кольцом. Пуансон производить возвратно-поступательные движения при помощи гидравлического привода. Один конец поворотной балки крепиться на стойке с помощью мощного шарнира, второй конец балки фиксируется, специальным фиксатором, закрепленным к полу.


Вибростол оборудования для изготовления жби колец состоит из опорной рамы, резиновых виброизоляторов, вибратоторов и крепежа для установки оснастки. Конструкция вибростола обеспечивает достаточную жесткость конструкции, эффективно передаёт вибрацию на формобразующую поверхность. Вибростол имеет необходимое количество креплений для установки различных сердечников, входящих в комплект поставки.
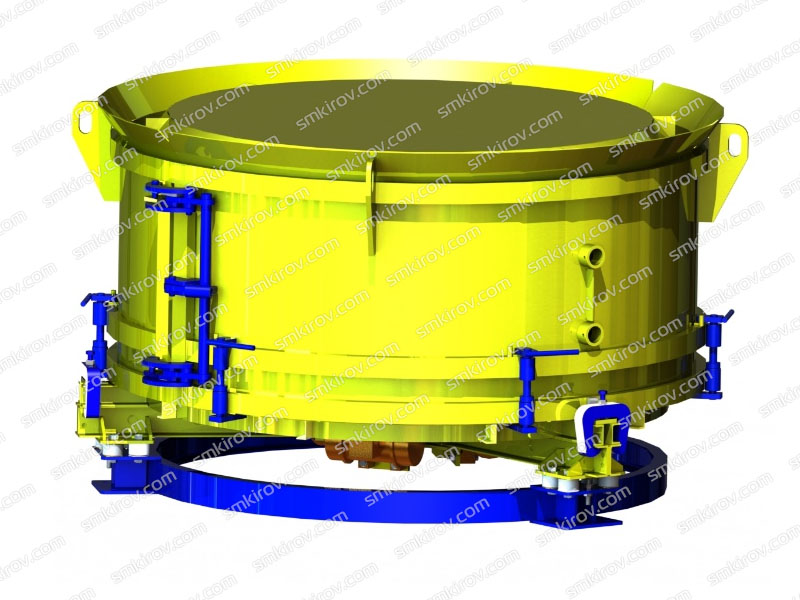
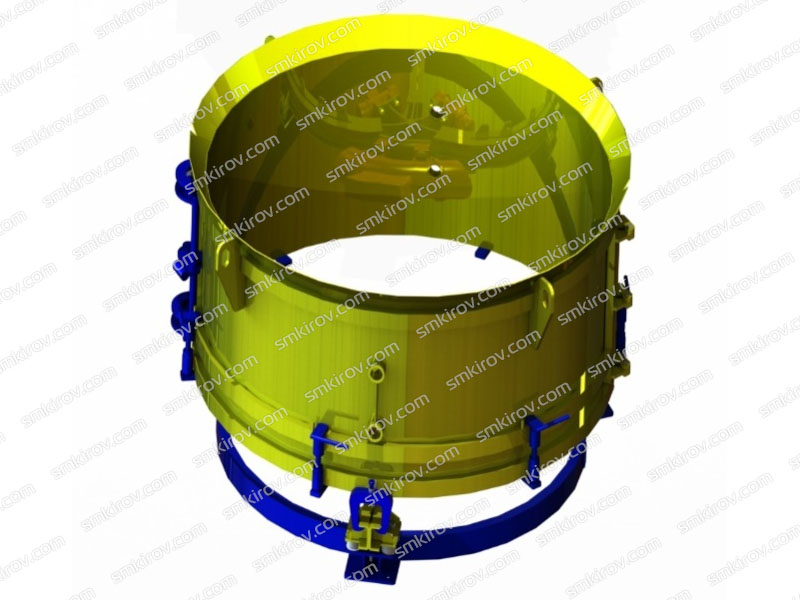
Оснастка состоит из опалубки (наружной обечайки) и кессона (сердечник, образующий пустоту в бетонном кольце). Детали оснастки изготовлены из конструкционной стали имеющий высокий предел прочности. Конструкция креплений и рычагов, обеспечивают удобную эксплуатацию.


Опалубка съёмная, съём производиться вместе с поддоном или пазобразователем. На опалубке установлены фиксаторы для поддона, и формообразователи для проушины на кольце. Для производства нужного типа размера бетонных колец нужно иметь запас плоских поддонов или нижних пазообразователей.
Сердечник крепиться на вибростоле, имеет специальную форму для загрузки смеси с помощь бетонораздатчика. Для каждого типа размера бетонного кольца на вибростол устанавливается отдельный сердечник.

Технологичкий процесс работы оборудования для колодезных колец SMX-VPK-200:
- На вибростоле закрепляют сердечник нужно типоразмера кольца.
- На поворотной балке устанавливают пуансон нужного типоразмера кольца. Пуансон устанавливается с плоским кольцом или с пазообразователем. В зависимости от производственного задания.
- Опалубкой захватывают плоский поддон или нижний пазообразователь соответствующего типа размера.
- Опалубка с поддоном устанавливается на вибростол. (для транспортировки опалубки с поддоном и готовым изделием рекомендуется использовать крана-балку или другой ПТМ, обеспечивающий соответствующую грузоподъёмность).
- Между опалубкой и сердечником устанавливают соответствующий армирующий каркас. Заводят формообразователи проушин до упора в пазах.
- С помощью бетонораздатчика загружают дозу бетона, во время загрузки с определенной периодичностью включают вибрацию на вибростоле.
- После окончания загрузки бетона, с помощью пуансона на опорно-поворотной балке заглаживают верхнюю поверхность бетонного кольца. (управление производиться на пульте управления технологической линией).
- По окончании формования м помощью ПТМ производят съём наружной опалубки с вибростола и перемещают её к месту расформовки.
- Расформовку производят после высвобождения поддона от захватов, поворотом рычагов крепления, и формообразователей для проушин. Бетонное изделие остаётся стоять на плоском поддоне или пазообразователе до набора прочности позволяющего его транспортировать.
- После освобождения опалубки от кольца процесс формования повторяется. С определенной периодичностью наружная опалубка сердечник, поддон и пазообразователь очищаются, а формообразующие поверхности покрываются специальным разделительным составом.
- Для смены изготовления типоразмера кольца, требуется сменить оснастку и сопутствующее оборудование.
Получите консультацию по технологической линии для производства колец у специалистов нашей компании, связавшись с нами по контактным данным или оставьте сообщение в форме обратной связи, и мы обязательно с Вами свяжемся.